Formatki są naświetlane po wydruku w 3 sesjach po 120 sek. – nie wymagają dalszego utwardzania
Sugerowane narzędzia
- szczypce precyzyjne do odcianania
- pilnik kosmetyczny płaski gradacja ok.100
- pozostałe prace tradycyjnym skalpelem modelarskim, pilnikami iglakami i wiertłami 0.5-1.0 mm, ale te dwa pierwsze to podstawa
- klej cyjanoakrylowy rzadki i średni



Jak odcinać elementy z formatek
W pierwszej kolejności należy dokonać oględzin formatek i zidentyfikować miejsca potencjalnie wrażliwe na naprężenia przy odcinaniu mogące wygenerować uszkodzenia lub ubytki.
Odcinanie elementów zaczynamy od miejsc szczególnie narażonych na odłamanie, cięcie szczypcami przy elemencie staram się asekurować amortyzując np. palcem element jeśli się da – co by nie „odstrzelił” podczas odcinania. Najlepiej samym końcem wskazanych wyżej szczypiec. W przypadku formatek jak na poniższym przykładzie będą to miejsca wskazane jak poniżej
Dopiero wtedy odcinamy wszystkie wsporniki przy powierzchni podstawy, aby uwolnić całkowicie element, daje to w miarę szanse na nie popękanie drobnych elementów od naprężeń i ich uszkodzenie lub ubytki podczas dalszego odcinania.
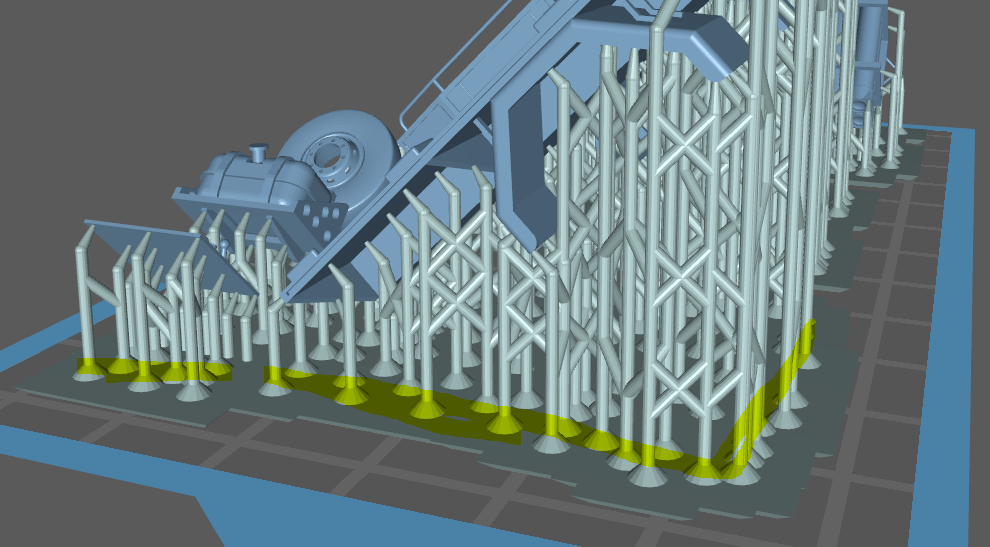
Po uwolnieniu elementu, dopiero wtedy odcinamy poszczególne wsporniki przy elemencie. W przypadku gdy wsporniki są w widocznym miejscu na płaskiej powierzchni elementu odcinam pozostawiając ok. 0,5 mm – lepiej to doszlifować niż mieć dziurę do szpachlowania. mimo że średnica styku to ok. 0,3mm zdarza się że zostanie ślad.
Na koniec szlifowanie wskazanym wcześniej pilniczkiem, szczególnie krawędzi elementów i miejsc po podporach.
Jak już wcześniej wskazałem, formatki są utwardzone UV, nie trzeba ich naświetlać. Technologia druku UV ma niestety wady – długie i wąskie elementy po dłuższym leżeniu na słońcu i w cieple potrafią „złapać banana”. Zapobiega pomalowanie formatek od razu podkładem, aby nie dopuścić do dalszego naświetlania UV od słońca. Nieobrobione formatki najlepiej przechowywać w zamkniętym nieprzezroczystym pudełku.
Rama STAR 266 – kolejność uwalniania
w kolejności najpierw przy elemencie:
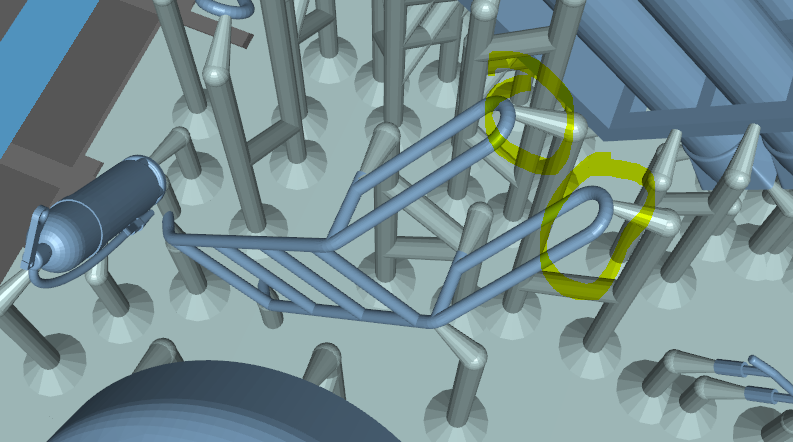
1. haki na zderzaku przód x2,
2. końce zderzaka przód
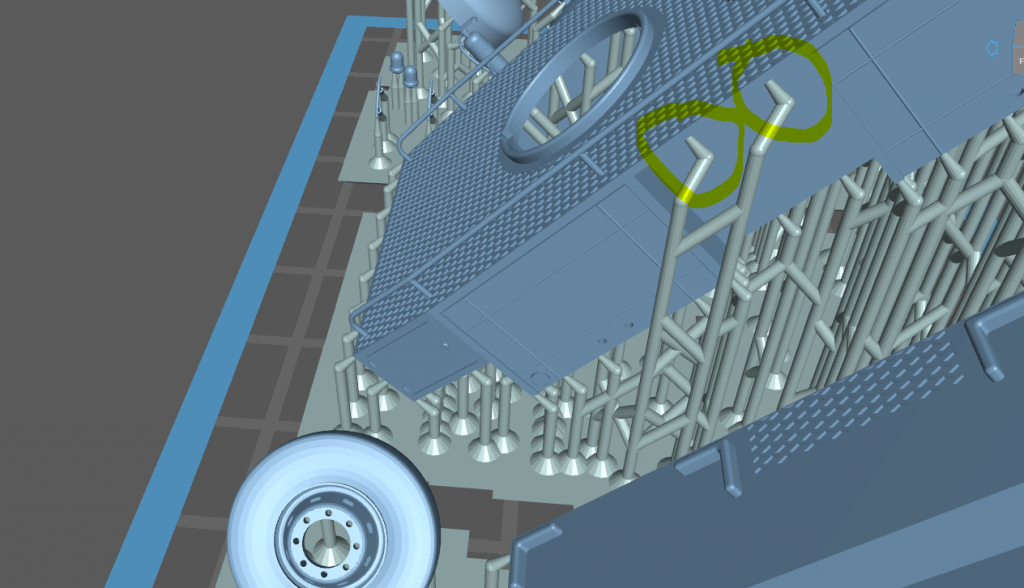
3. prowadnice linki wyciągarki x2 po prawej stronie ramy
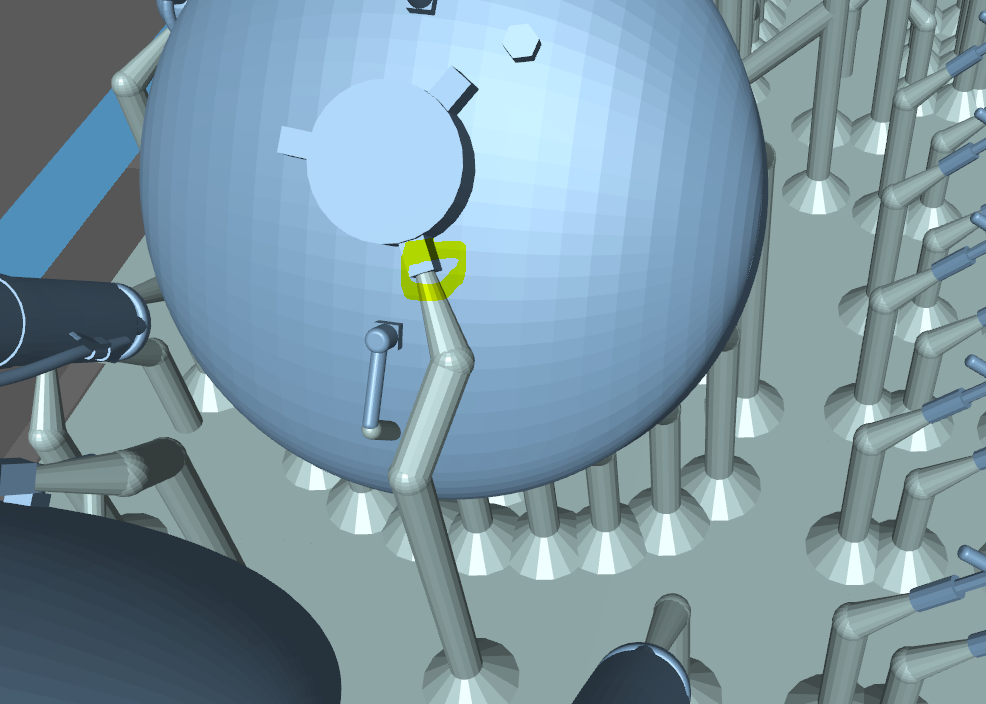
4. hak z tyłu
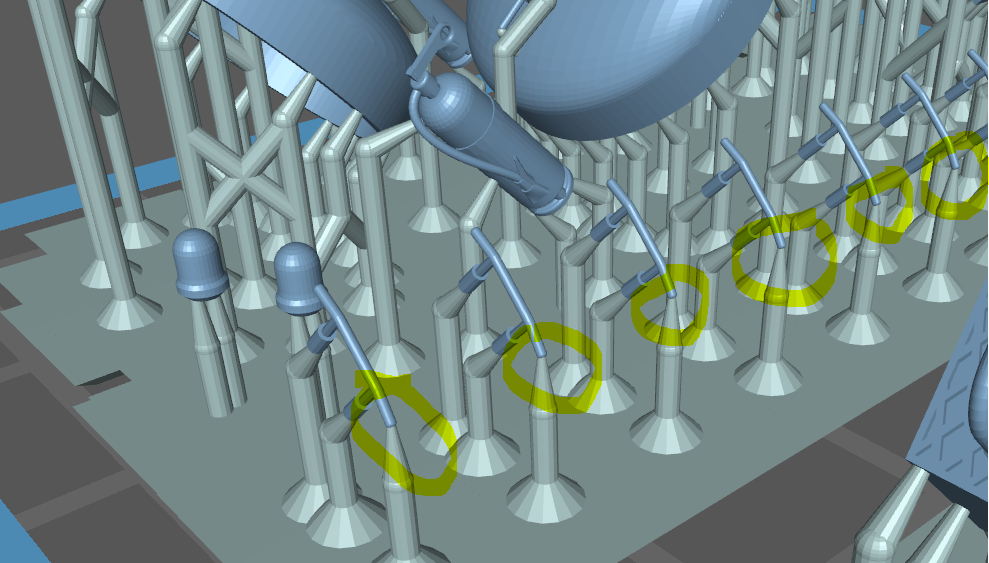
5. tylne wsporniki świateł
to są miejsca najbardziej narażone na naprężenia materiału przy obróbce (są na cienkich elementach) i je trzeba bezpiecznie odciąć najpierw
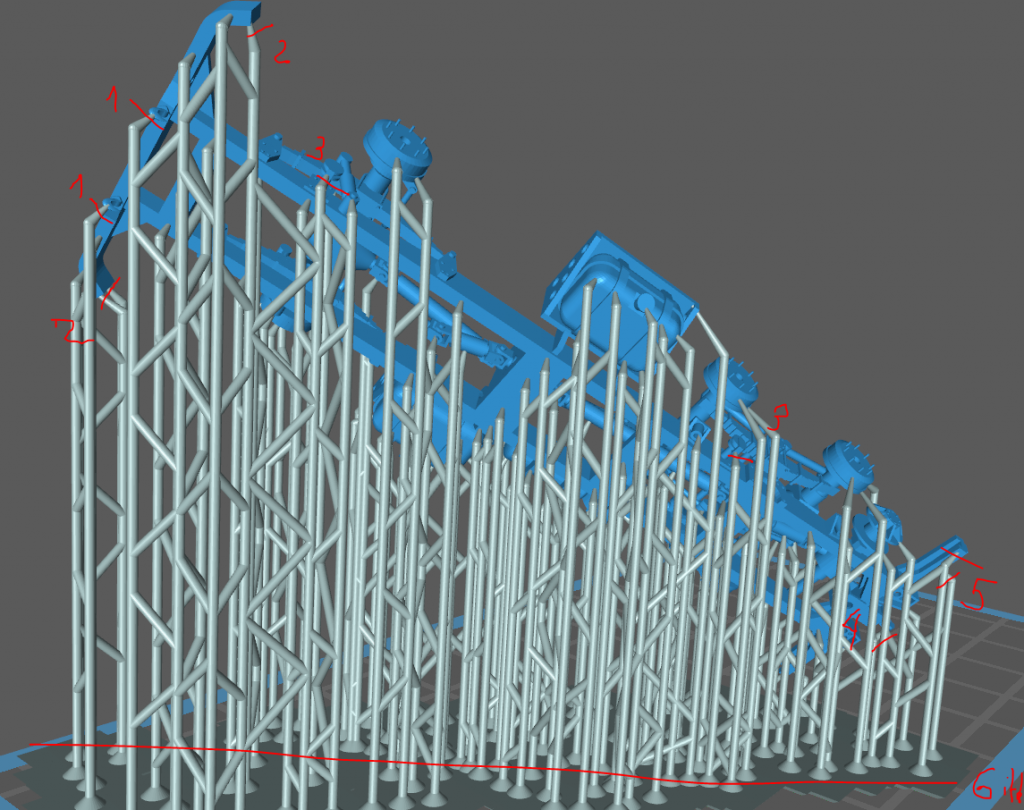
6. potem dopiero odcinamy wszystko przy podstawie,
7. a następnie usuwamy podpory pojedynczo i oczyszczamy element i szlifujemy do uzyskania poprawnego elementu.
UWAGA: Ponieważ zbiorniki paliwa są dość duże w stosunku do wielkości podpór łączących je z ramą, te ostatnie przy siłowym wyłamywaniu podpór potrafią się poddać i złamać – pozostanie wtedy klejenie zbiorników na miejsce, aby uniknąć strat warto zadbać o „nie siłowanie się” z tymi elementami.
Podobnie postępujemy przy wszystkich innych elementach – najpierw np. relingi, wystające uchwyty etc. a następnie podpory głównego elementu.